|
Productronica-2001. Первые впечатления
Окончание. Начало в № 8’2001
Теперь о новостях в технологиях. Трудно оценить, что является новостью для читателя. Если он имеет возможность следить за текущей информацией, для него нужно только подтвердить общий уровень современной технологии. Но для большинства, испытывающего информационный голод, — все внове. И чтобы не прослыть ретроградом, автор отсылает изголодавшегося читателя к тематическому выпуску журнала «Электронные компоненты» № 5, 2001, посвященному современному состоянию технологий печатных плат. В остальном же автор попытается обозначить элементы новизны, не претендуя на их полноту.
Конструкции. Вслед за уменьшением размеров компонентов уменьшаются форматы печатных плат и их слойность. Возможностями изготовить платы больших размеров с большим количеством слоев (до 40) теперь никто не хвалится. Это считается дурным тоном, так как характеризует плохое качество проектирования. Современные возможности технологии позволяют обойтись четырьмя-шестью слоями с использованием всевозможных многоуровневых переходов, как это показано для примера на рис. 5.
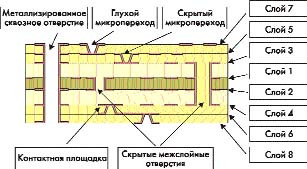
Рис. 5. Типичная структура многоуровневых межсоединений в современных платах
Для конструкций электронных изделий, работающих в экстремальных условиях, в платы встраивают кондуктивный теплоотвод, позволяющий создать полностью герметичный блок, а тепло отводить на стенки прибора через теплоотводящий слой. Но и это не новость. Ново то, что современные сверлильно-фрезерные станки (фирмы Excellon, Pozalux и др.) обеспечивают возможность с большой точностью по глубине вскрывать в диэлектрике окно до этого слоя, чтобы теплоотводящую поверхность корпуса теплонагруженного компонента соединять непосредственно с теплоотводящей поверхностью внутреннего слоя.
Все больше распространяются полиимидные гибкие и гибко-жесткие платы всевозможных конструкций (рис. 6). Появились новые конструкции монтажных полиимидных подложек для многокристальных модулей, у которых гибкость полиимидной основы используется для упаковки нескольких кристаллов микросхем в кубическую форму, что значительно увеличивает плотность компоновки (рис. 7). Полиимидные материалы имеют лучшие по сравнению со стеклоэпоксидными характеристики по нагревостойкости, электроизоляционным свойствам, в частности для СВЧ-устройств. Но размерная устойчивость полиимида гораздо хуже, чем у стеклоэпоксидных композиций. В связи с этим его использование требует несколько других технологических приемов, отличных от устоявшихся.
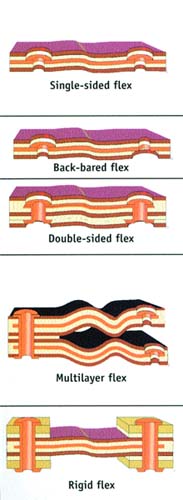
Рис. 6. Полиимидные платы: а — однослойная гибкая плата (ГП) с односторонним монтажом; б — однослойная ГП
с двусторонним монтажом; в — двусторонняя ГП;
г — многослойная ГП; д — гибко-жесткая плата
Это, естественно, не все новинки конструкций, но и на этих примерах можно увидеть, что современные технологии печатного монтажа продвинулись до уровня миниатюризации, сравнимого с микроэлектронной технологией, что технологически гораздо труднее выполнить на относительно больших форматах печатных плат.
Процессы проектирования печатных плат и электронных модулей нормированы стандартами Института соединений и компоновки электронных схем (IPC — Institute for Interconnecting and Packaging Electronic Circuits, США). Аналогичный европейский институт EIPC тесно сотрудничает с американским IPC. Поэтому стандарты IPC легко принимаются в Европе и на их основе при необходимости разрабатываются национальные стандарты. Однако обычно такой необходимости не возникает. Приведем примеры названий стандартов IPC: IPC-2222 — «Проектирование жестких печатных плат» (взамен старого стандарта — D-275); серия стандартов IPC-2511...IPC-2518 — «Форматы данных для описания продукта в производстве и методы их передачи»; IPC-SM-782A — «Руководство по проектированию плат поверхностного монтажа и контактных площадок». Даже по приведенным примерам видно, что их использование устраняет все недоразумения между проектировщиком электронных изделий и производителем, где бы они ни находились и на каком бы языке они ни разговаривали.
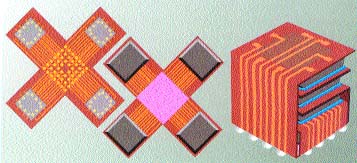
Рис. 7. Свернутый в куб многокристальный модуль на полиимидной монтажной подложке
Подготовка производства — универсальное программное обеспечение UCAM. Разнообразие продуктов, поступающих в производство, и заказчиков сегодня сочетается со все более сложными технологиями и уменьшением сроков выполнения заказов. В ходе подготовки производства неизбежно приходится адаптировать проекты заказчиков к реальным возможностям производства без ущерба качеству и функциональным характеристикам электронных изделий, заложенным в проектах заказчиков.
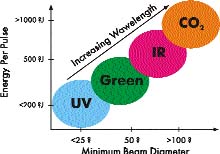
Рис. 8. Необходимость в увеличении разрешающей способности вынуждает переходить в коротковолновые области света
В этих условиях при подготовке производства приходится использовать дополнительный пакет программ, позволяющий проводить анализ проектов электронных изделий, чтобы обнаружить ошибки и оптимизировать проектные решения с учетом параметров производства.
Например, фирма Barco предлагает программу UCAM для подготовки производства печатных плат (ПП). Программа проверяет зазоры между соседними элементами с учетом заложенного класса сложности ПП,
обнаруживает недопустимые сужения проводников, нефункциональные контактные площадки (КП) на внутренних слоях, незавершенные цепи (зависающие проводники), неудобные для тонкого травления повороты проводников, слишком близкие сверления отверстий, которые могут вызвать поломку сверла, проверяет центрирование контактных площадок по отношению друг к другу и к отверстиям, определяет, соответствует ли диаметр контактной площадки диаметру сверления, проверяет, есть ли такие металлизированные отверстия, которые могут вызвать короткое замыкание. Это лишь малая доля электронных проверок, которые позволяет выполнить программа, чтобы гарантировать качество выполнения проектов изготовителем.
Аналогичные проверки необходимо проводить при анализе проектов электронных модулей. В первую очередь нужно определить соответствие конфигурации монтажных элементов (контактных площадок) ПП размерам компонентов, маркировочных знаков — расположению компонентов, открытых зон паяльной маски — размерам паек выводов компонентов, а также соблюдение в проекте правил проектирования для формирования качественной пайки: отсутствие холодных зон, узких зазоров между большими галтелями припоя, наличие сужений КП для предотвращения растекания припоя и т. д.
Такие программы при обнаружении ошибок проектов предлагают набор предложений для их исправления.
Если к функциональному узлу предъявляются специфические требования, программа контроля проектов выполняет и эти проверки. Наиболее часто предъявляются требования по однородности волнового сопротивления открытых и закрытых двойных полосковых линий. Может подвергаться контролю реализация электромагнитной совместимости, распределение рассеиваемой мощности, контролепригодности электронного модуля для внутрисхемного тестирования и т. д.
Программы предпроизводственного контроля проектов позволяют выявлять ошибки проектов на ранних стадиях подготовки производства и избегать значительных временных и финансовых издержек в ходе изготовления электронных изделий.
Фотолитография. С уменьшением размеров печатных элементов все системы фотолитографии перемещаются в область малых
оптических длин волн — к ультрафиолету (рис. 8). С этим связано использование других лазеров, оптических систем (прозрачных для УФ), новых материалов с высокой разрешающей способностью. Например, фирма Mivatec предлагает серию планшетных фотоплоттеров с высокой разрешающей способностью (до 0,8 мкм), хорошей производительностью и долгоживущим лазером. Опыт их использования российскими производителями показал хорошее качество фотошаблонов и устойчивость в работе.
Появились предложения по оборудованию для лазерного гравирования пленок с масочным покрытием для изготовления прецизионных фотошаблонов. Масочное покрытие удаляется лучом лазера, делая основу избирательно прозрачной. Отсутствие «мокрых» процессов позволяет избежать деформаций основы фотошаблона, сопутствующих обычным фотохимическим процессам. Фирма Barco предлагает для своей системы лазерного гравирования и соответствующий материал с ультратонкой масочной металлической пленкой. Известен и российский вариант лазерного гравировщика московской фирмы «АЛЬФА», использующего масочное покрытие на основе углерода.
Среди материалов для изготовления фотошаблонов рекламируются фотопленки с повышенной чувствительностью в узкой части спектра, соответствующей спектру используемого лазера: от красного до зеленого и ультрафиолетового. Для получения качественных фотошаблонов все работы проводятся в термостатических помещениях, защищенных от пыли. Мокрая обработка фотоматериалов проводится в автоматических проявочных машинах. Такие условия изготовления, по существу, совсем исключают необходимость ретуши фотошаблонов. Тем не менее контроль фотошаблонов не исключается — автоматическая оптическая система сверяет топологию, полученную на фотошаблоне, с электронной версией проекта. Такое тестирование выше человеческих возможностей.
Система базирования. Совмещение отверстий с контактными площадками, а выводов компонентов с монтажными элементами сегодня особенно актуально в связи с уменьшением размеров элементов соединений. По существу, контактная площадка — мишень, в которую должны без промаха попасть сверло или вывод компонента. И чем точнее система совмещения, тем меньше может быть контактная площадка. За счет этого высвобождается большее пространство для трассировки проводников. Система базирования — одна из составляющих в системе совмещения (наряду с системой позиционирования сверла и элементов фотошаблона), поэтому точность системы базирования должна быть соизмерима с точностью позиционирования, обеспечиваемого сверлильными станками и фотоплоттерами. Борьба за обеспечение точности совмещения нескончаема. На выставке Productronica-2001 фирма PRINTPROCESS AG представила очередную новинку, обещающую улучшить точность совмещения. Она отличается возвратом к широко известной в России системе с двумя круглыми базирующими отверстиями и новой технологией пакетирования без базирующих штырей. Соответствующие установки с оптическим прицеливанием выравнивают изменение размеров фотошаблонов или слоев МПП и пробивают два отверстия. Чтобы избежать влияния человеческого фактора, установка снабжена техническим зрением и автоматическим прицеливанием. Поскольку при пробивке баз
между базовыми отверстиями точно устанавливается заданное расстояние, деформация основы не приводит к образованию горба или разрыву отверстий при установке платы на базирующие штыри.

Рис. 9. Вибрационная инициация обмена раствора в отверстиях фирмы MANZ
Пакетирование слоев и пре-прега с точным совмещением по базам завершается их прочным скреплением (бондажированием) без использования базирующих штырей или штифтов. Такое пакетирование слоев МПП создает значительные удобства для прессования, поэтому находит все более широкое применение. После прессования базы для сверления высверливаются на станках с оптическим прицелом. Для этого снимают фольгу наружного слоя примерно в том месте, где на вытравленном внутреннем слое находятся реперные знаки. По ним и прицеливаются.
Струйная обработка. В машинах струйной обработки прижилась ТFS-система (фирмы Resco), обеспечивающая равномерность проявления и травления рисунка. Но ее эффективность ощутима только для плат с тонким рисунком (fine-line): проводник/зазор = 0,1/0,1 мм и меньше.
В зачистных машинах используется оксид алюминия, плотность которого в четыре раза выше, чем у пемзы, и, значит, пропорционально больше энергия удара. Острые края частиц оксида алюминия не притупляются. Его твердость — 9 по шкале Мооса, для пемзы этот показатель — 3. Высокая плотность оксида алюминия позволяет легко отделять его в шламоотстойнике и возвращать в процесс.
Ряд фирм например, Lippert-Unipol GmbH, предлагает наборы различных по конфигурации и зернистости абразивных валков для мокрой зачистки поверхностей.
Химия. Везде царствует прямая металлизация. Наблюдается полный отказ от процесса химического меднения. Многие известные в России фирмы предлагают концентраты для прямой металлизации. Приступила к завоеванию российского рынка шведская фирма
J-KEM International, предлагающая полный набор химикатов для химических процессов в производстве печатных плат и гарантирующая устойчивость сквозного процесса при относительно широких окнах разброса концентраций и режимов обработки всех известных, как сказано, экзотических материалов. Испытания этих химикатов, проведенные в Учебно-демонстрационном комплексе, находящемся под эгидой «Электрон-Сервис-Технология», подтвердили устойчивость процессов металлизации печатных плат, в том числе и полиимидных, с тонкими (Ж 0,1 мм) отверстиями.
Гальваника. Производственники ждали появления горизонтальных линий металлизации. Их преимущества состоят в возможности нагнетания электролита в тонкие отверстия, в которых настолько затруднен обмен, что выравнивающие добавки становятся малоэффективны. Наконец, на выставке Productronica были представлены два типа линий, отличающихся способом контактирования: медными роликами по периферии конвейера и металлическими валиками поперек конвейера. Сопоставление преимуществ и недостатков этих способов контактирования читатель сделает сам. Автор лишь подтвердит догадку читателя о том, что эти линии заметно длиннее линий с ваннами погружного типа. Поэтому фирма MANZ-Galvano-Technik иначе решила проблему обмена раствора в линиях с ваннами погружного типа и запатентовала свой способ инициации обмена раствора в отверстиях высокочастотной вибрацией катодных штанг. Введение вибрации позволило увеличить плотность тока при металлизации сквозных отверстий 0,2 мм с 0,5 до 2,5 А/дм2 и уменьшить цикл металлизации с 6 до 1 часа. На рис. 9 схематически показано, как выглядит вибрационная инициация обмена раствора.
Прессование. Известная в России фирма Burkle занимает доминирующее положение в этой области. По мнению автора, она и выросла в основном на советских заказах — так много поставок она сделала в СССР. Фирма предлагает полный набор прессов: от лабораторных до промышленных многоэтажных с вакуумной камерой, с масляным и электрическим нагревом, с возможностью прессования стеклоэпоксидных композиций с нагревом до 200 °С и полиимидных с нагревом до 350 °С. Из технологических новинок замечена одна: прокладочные листы намеренно делаются несколько меньшим форматом, нежели пакет слоев, с тем чтобы появляющийся при прессовании облой не налипал на поверхность прокладочных листов — тогда их не приходится чистить.
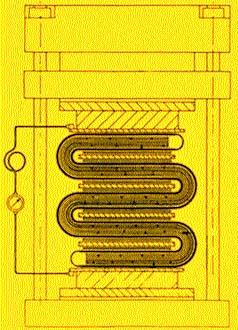
Рис. 10. Прессование с нагревом фольги электрическим током фирмы SEDAL
Новый принцип нагрева — нагрев фольги наружного слоя джоулевым теплом — предложила фирма Cedal. Схема такого нагрева показана на рис. 10. Пресс снабжен мощным источником тока на 1000 А, позволяющим нагревать фольгу до 200 °С, а при специальных решениях — до 350 °С. Фольга напрессовывается на пакет слоев через пре-прег как фольга наружных слоев. Ее периферийные излишки обрезаются. Нужно заметить, что эта фирма предлагает полный комплекс оборудования, специально приспособленный под прототипное производство. В том числе она предлагает систему совмещения и закрепления в пакет слоев без использования фиксирующих штифтов.
Сверление. По-прежнему доминируют Excellon, Posalux, Schmoll. Новое поколение сверлильных машин отличает применение линейных приводов, использование магазинов инструмента большой емкости, позволяющих работать без перезагрузки сверл и фрез многие часы, специальных высокооборотных шпинделей для сверления микроотверстий и универсальных шпинделей с перенастраиваемыми режимами сверления и фрезерования. Для сверления глухих отверстий, фрезерования окон до теплоотводящего слоя и вскрытия реперных знаков из-под фольги используются линейные приводы и следящие системы по оси Z с точностью перемещения до 1 мкм. Обязательной опцией современных станков является лазерная система контроля за состоянием сверл в процессе сверления. Система регистрирует диаметр сверл для устранения ошибки при установке не того сверла, следит за биением, притуплением и поломкой сверл и вовремя подает команду об их замене. Наличие таких станков устраняет сомнения российских производителей относительно выбора способов формирования глухих отверстий в пользу механических методов (сверлением).
Тестирование. В электрическом тестировании все еще используются две системы контактирования: поле контактов («ложе гвоздей») и летающие щупы. Конечно, контактирование простой платы с полем контактов устанавливается очень быстро (секунда). Но для контроля сложных плат с малым шагом присоединения каждый тип печатной платы приходится снабжать адаптером, стоимость изготовления которого может превышать стоимость партии контролируемых печатных плат. Поэтому расширяется применение установок с контактированием летающими щупами (fly-probe). Эти установки давно вытеснили бы контактирование с полем контактов, но время перебора всех комбинаций присоединений летающих щупов к плате заметно больше — десятки секунд. Поэтому все находятся в поиске увеличения производительности тестеров с летающими щупами. И нашли. Первый прием — контроль разобщения только близлежащих цепей (это выполняется программным способом и сокращает время тестирования в несколько раз). Второй прием — контроль топологии по емкости проводников. При замыканиях, разрывах или существенных изменениях геометрии рисунка происходит заметное изменение емкости относительно эталонной платы, проверенной по полной процедуре. И когда контроль по емкости побуждает сомнения, подозрительные цепи проверяются электрическим контактированием летающими щупами. Такая процедура контроля также увеличивает производительность, и сегодня установки с летающими щупами почти сравнялись по производительности с аппаратами с контактированием по полю контактов. А если учесть время на изготовление адаптера для поля контактов, то их производительность может оказаться выше. Независимо от этих оценок производительности, многономенклатурное производство всегда предпочтет тестеры с летающими щупами.
Есть ли теперь место для оптического контроля? Да, но только в массовом производстве, где право на человеческую ошибку обходится слишком дорого. Не может же человек сверять полученный в производстве рисунок платы с топологией, заложенной в электронной версии проекта! А пропущенный дефект влечет за собой большие издержки: признание негодной изготовленной партии плат или ремонт всей массы плат в партии.
В тестировании электронных модулей наблюдаются те же тенденции — постепенный переход к контактированию летающими щупами.
Безусловно, это лишь беглый обзор состояния рынка технологий, представленного на выставке, и первые впечатления. Отдельные темы намеренно опущены автором, поскольку они требуют более подробного рассмотрения за рамками данной публикации. Сейчас, когда производство электронных изделий понемногу начинает подниматься с колен, можно полагать, что нашему читателю интересно получить информацию о современном состоянии технологий сборочно-монтажного производства, систем обеспечения качества (начиная от обеспечения качества и технологичности в процессе проектирования), основополагающих технологических операций производства печатных плат и электронных модулей. Будем надеяться, что редакция журнала «Компоненты и Технологии» благосклонно предоставит свои страницы для размещения таких публикаций. Информационный голод русских инженеров-технологов и конструкторов все еще не утолен.
Выводы:
- конструкции электронных модулей и печатных плат приближаются к микроэлектронным конструкциям и в ряде применений интегрируются с ними;
- парк технологического оборудования, базовые и технологические материалы продолжают качественно изменяться в сторону прецизионности;
- все европейские производители готовы выполнять поставку технологического оборудования в Россию и не предусматривают эксклюзивное право какой-либо российской фирмы на такие поставки;
- российские производители электронной продукции смогут конкурировать с Западом только при условии существенного повышения технического уровня производства, соответствующего уровню современной и перспективной элементной базы, и снижения себестоимости продукции за счет полного обновления основных фондов, автоматизации процессов производства и освоения новых серийноспособных технологий и материалов;
- на текущем этапе в России из-за недостатка средств целесообразно создавать прототипные производства для отработки проектов на современной элементной базе с последующей передачей их в серийное производство;
- освоение принятых в международной практике стандартов с целью обеспечения в России приемлемых условий адаптации проектов электронных изделий в современном серийном производстве.
Автор выражает благодарность руководству ООО «Электрон-Сервис-Технология» за предоставленную возможность посещения выставки и помощь в подготовке материалов этой публикации и наслаждение, полученное от знакомства с Мюнхеном и мюнхенским пивом.
Аркадий Медведев,
д. т. н., проф. МАИ
medvedev@main.elserv.ru
|